Интернет-магазин
ООО «3ДТУЛ»
![]() $$
$$
Россия, г. Москва, ул. Дорогобужская, д. 14, стр. 4, офис 302
Интернет-магазин
ООО «3ДТУЛ»
![]() $$
$$
Россия, г. Москва, ул. Дорогобужская, д. 14, стр. 4, офис 302

Всем привет, Друзья! С Вами компания 3DTool!
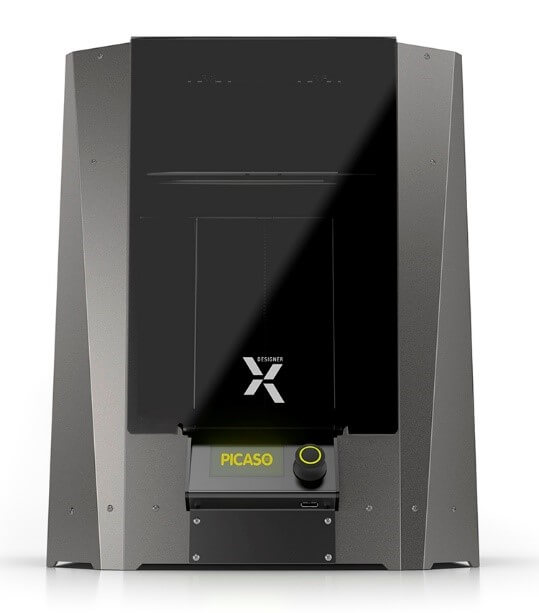
Компания-производитель PICASO 3D из Зеленограда на сегодняшний день предлагает 5 разных моделей 3D принтеров, объединенных одной общей платформой. Платформа Series X – уникальный программно-аппаратный комплекс позволяющий унифицировать возможности устройств в одной модельной линейке, не ущемляя преимуществ отдельных моделей. Простыми словами, оператор, поработавший на Designer X, будет готов работать и с продвинутыми профессиональными моделями вроде Designer X Pro и Designer XL Pro. В этой статье мы постарались собрать самую полезную информацию об этих устройствах и в первую очередь она будет полезна тем, кто еще не был знаком с продукцией этого производителя ранее.
За годы работы с устройствами PICASO 3D, мы наработали довольно обширный список видео и текстовых материалов по этой теме. Ознакомиться с ними можно по следующим ссылкам:
Видео:
Статьи:
Видео:
Статьи:
Видео:
Статьи:
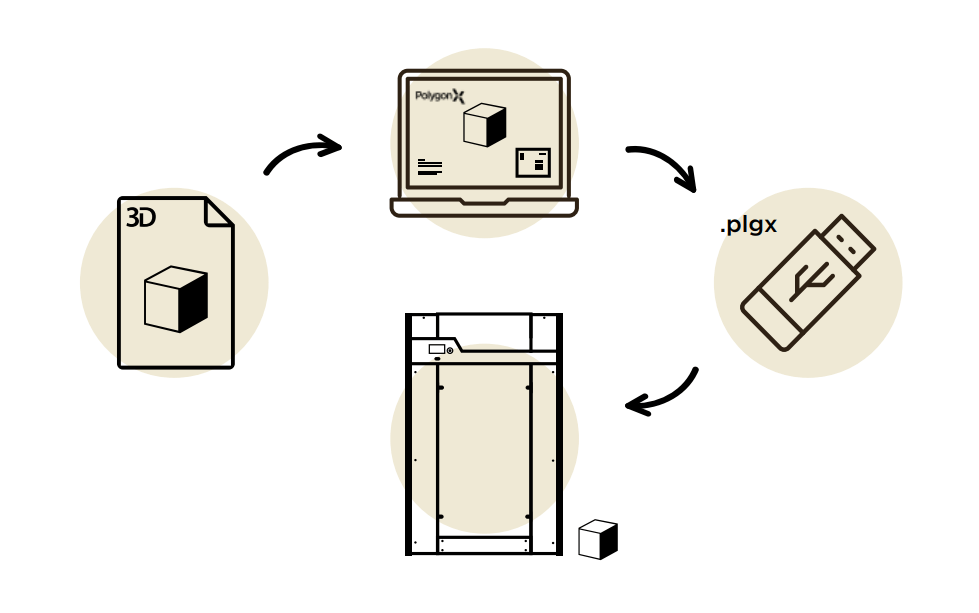
3D принтеры линейки Series X обладают полноценной экосистемой с возможностью удаленного управления, на базе которой легко разворачиваются целые фермы 3D принтеров. В основе данной экосистемы лежит электронная начинка устройств и программа – слайсер Polygon X. Одинаковый для всех устройств линейки интерфейс управления, позволяет быстро переключаться с настольных моделей Designer X / X Pro/ Classic на стационарные Designer XL / XL Pro без траты времени на переобучение оператора. Однажды поработав на одном из Designer X, Вы сможете без труда управлять и другими устройствами линейки.
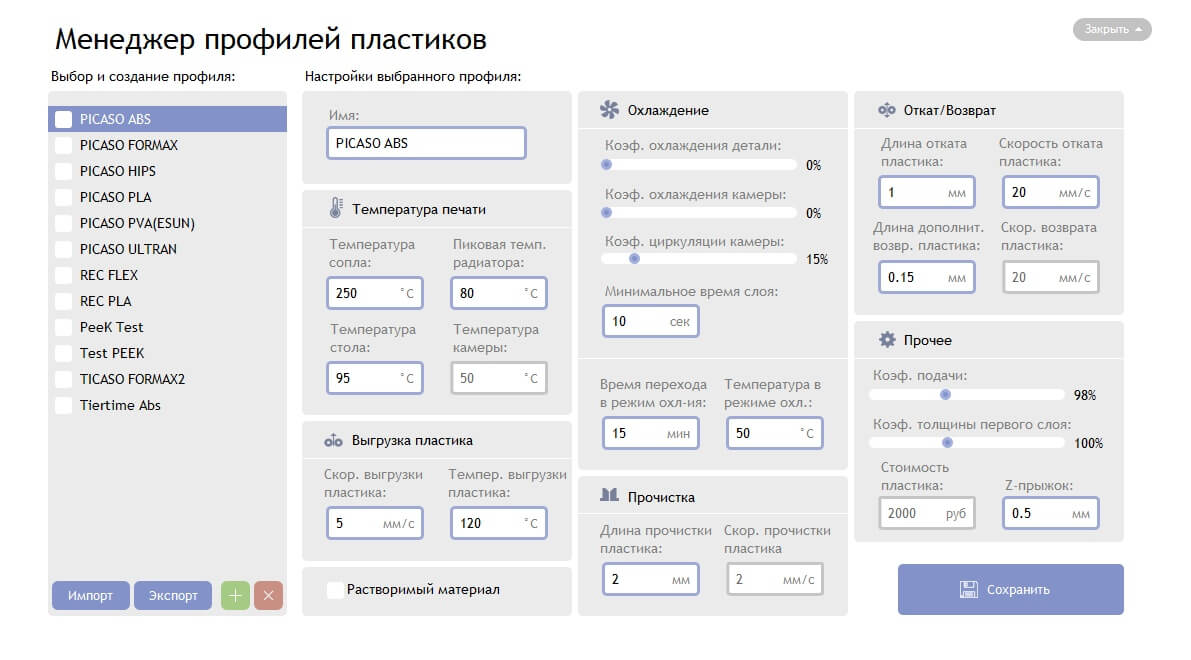
При разработке Series X, встала задача облегчения процесса использования 3D принтера пользователем. Важной составляющей этой задачи стало внедрение «системы профилей пластиков», которая позволяет использовать разные по температурам пластики для одного и того же G-Code файла, без пересчета этого файла в слайсере заново. Упрощая, параметры температуры и настроек относящиеся конкретно к тому или иному материалу, теперь отделены от самого задания на печать и хранятся на устройстве. При запуске задания на печать, Вам достаточно просто выбрать подходящий профиль материала на экране устройства и загрузить этот материал в печатающий блок перед печатью. Изменять параметры того или иного профиля можно как с интерфейса самого принтера, так и через Polygon X.
Кстати! Общую базу профилей материалов, опробованных на устройствах серии, можно скачать автоматически, при подключении принтера к сети интернет.

Унифицированный интерфейс устройства – еще одна отличительная особенность Series X. Базовый набор функций, такой как загрузка/выгрузка материала, сервисные операции, а также расположение пунктов меню и общая логика управления – едины для любого PICASO 3D Designer, будь то базовый Classic, или продвинутый X-Pro.
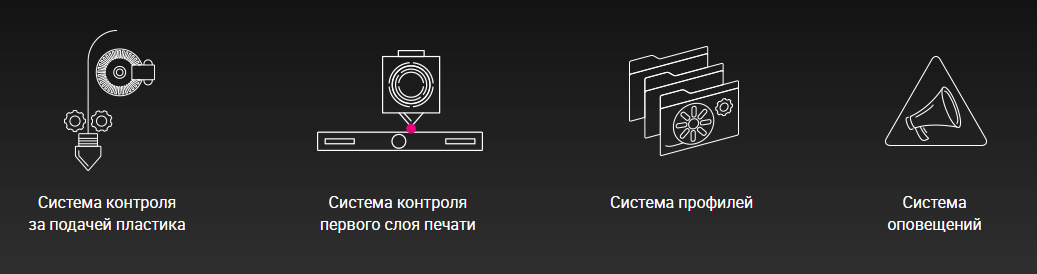
Если конкретизировать, в чем заключаются основные особенности серии Х, можно составить список наличия следующих систем:
Наличие «системы контроля подачи пластика» — Данная система измеряет подачу пластика через протягивающий механизм и позволяет избегать проблем, связанных с некачественным прутком. Если диаметр прутка плавает, либо образовался узел на самой катушке система среагирует на это и самостоятельно запустит алгоритм прочистки. Если алгоритм не покажет результата, система выдаст ошибку, приостановив печать, ожидая реакции пользователя.
Наличие «системы контроля наличия пластика» — система, без которой не обходится ни один качественный, современный принтер. Позволяет приостановить печать если закончился материал и продолжить с того же места, после замены катушки.
Наличие «системы контроля поверхности» - Данная система особенно актуальна при печати новыми для пользователя материалами, когда оптимальные настройки пластика еще не подобраны, а также при печати материалами с высокой усадкой. Она позволяет оценивать, присутствуют ли на поверхности текущего слоя неровности или другие препятствия, которые могут быть следствием плохой адгезии слоев, или неправильными настройками материала и повлиять на качество печати.
Наличие «системы контроля дельта-Z»— в случае использования двухматериальных принтеров PICASO 3D Designer X Pro и XL Pro, автоматически измеряет разницу в положении между двумя соплами, внося коррективы при необходимости. Позволяет отслеживать неровно установленные хотенды, или незакрученные сопла до того, как это приведет к дефектам печати или неисправностям.
Наличие «системы циркуляции воздуха» — установленные внутри корпуса вентиляторы, равномерно перемешивают воздушную массу в зоне печати, улучшая температурный градиент. Особенно актуально при печати низкотемпературными материалами, или PLA.
Наличие «системы контроля температуры холодной зоны» — позволяет избегать «клоггинга», т. е. слишком раннего расплавления нити, в момент прохождения термобарьера, которое может вызывать засорение сопла и прерывание процесса печати.
Наличие «системы контроля времени слоя» - система позволяет улучшить качество печати слоев, благодаря отслеживанию параметра «минимального времени слоя», который, в свою очередь, позволяет учитывать при печати миниатюрных изделий, время необходимо для остывания элементов таких изделий.

Наличие «системы режимов скорости печати» - является идейным продолжением системы профилей материалов и позволяет сократить время подготовки задания на печать, перенося выбор профиля скорости печати задания на сам принтер. Это позволяет печатать одно и то же задание с разными скоростями печати. При этом режим скорости печати можно изменять во время печати. Доступны 5 режимов скорости. Предустановленные: «Качество», «Стандарт», «Быстро,» «Черновик» и кастомизируемый «Ручной». В ручном режимы вы сами устанавливаете скорости печати периметров, слоев интерфейса, поддержек и других.

Наличие «системы звуковых и визуальных уведомлений» — позволяет отследить состояние принтера «печатает», «закончил печать», «ошибка», «простой», не заглядывая на экран устройства. Отлично работает в дополнение к «удаленному управлению» через Polygon X!

Наличие «системы сетевой печати» — та самая система, позволяющая объединять устройства Серии Х в фермы. В рамках одной локальной сети, через Polygon X можно отправлять файл задания, запускать его удаленно, ставить на паузу и следить за состоянием каждого принтера. При этом, необходим контроль оператора, который после завершения печати и выполнения сервисных действий, вручную переводит каждый принтер в режим «готов к работе» на экране устройства.

Необходимо так же сказать, что в случае принтеров XL и XL Pro, устройства автоматически настраивают уровень стола, без участия пользователя, а в моделях Classic, X, X Pro, процесс сведен до простейших действий, производимых с помощью подсказок устройства на экране. Это значительно сокращает время подготовки устройства к печати по сравнению с классическими решениями.
Итак, мы разобрались с ключевыми особенностями, присущими всем, или почти всем устройствам Серии Х (обратите внимание, что принтер PICASO 3D Designer Classic, оборудован не всеми указанными системами ввиду того, что это базовая, упрощенная модель линейки) теперь рассмотрим, самые популярные советы новым пользователям устройств PICASO 3D Series X, в формате некоей короткой памятки.
Для того, чтобы 3D принтер служил Вам долго Верой и Правдой, ему требуется регулярный уход, или техническое обслуживание.
Раз в один-два месяца в зависимости от частоты использования, а при круглосуточной 3D печати раз в две – три недели, необходимо мониторить состояние узлов устройства - линейных направляющих, электроники, вентиляторов и термоблока.
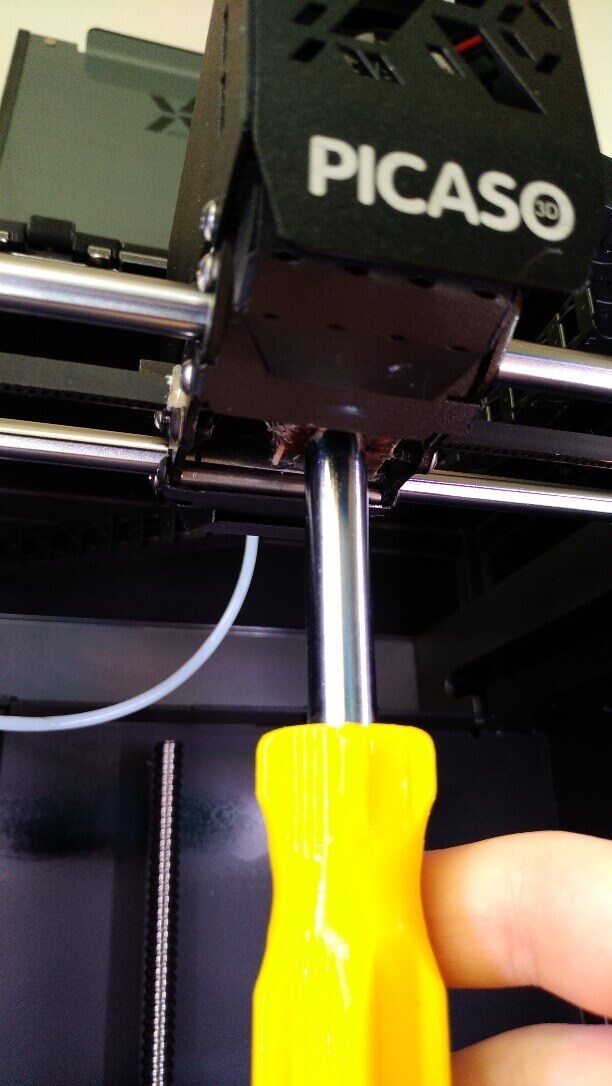
В случае выявления загрязнения, или ухудшения характеристик печати устройства, необходимо провести чистку ПГ и замену термопасты на нагревательном блоке, замену смазки на направляющих, чистку плат и вентиляторов в блоке управления от пыли.
При проведении технического обслуживания и осмотра, обязательно отключайте устройство от сети.
В случае необходимости смазки рельсовых направляющих производитель рекомендует использовать смазку на основе литиевого мыла (класс консистенции по NLGI 00). Конкретно - Dynalub 520 или её заменители — Castrol Longtime PD00 и Elkalub GLS 135/N00. Для валов и подшипников скольжения можно использовать пластичную смазку класса консистенции NLGI 2 с максимальной рабочей температурой до 110°C и выше.
Для замены температурной обмазки термоблока можно использовать любую высокотемпературную термопасту с температурой эксплуатации не ниже 400°С. Производитель рекомендует использовать пасту Molydal Gripcott NF.
Для технического обслуживания необходимо подготовить следующие инструменты:
При возникновении любых вопросов, связанных с техническим обслуживанием вашего 3D принтера, Вы можете обратиться в наш сервисный центр, или воспользоваться «Центром поддержки Picaso3D» по адресу: https://picaso-3d.ru/ru/ (раздел «Поддержка»)
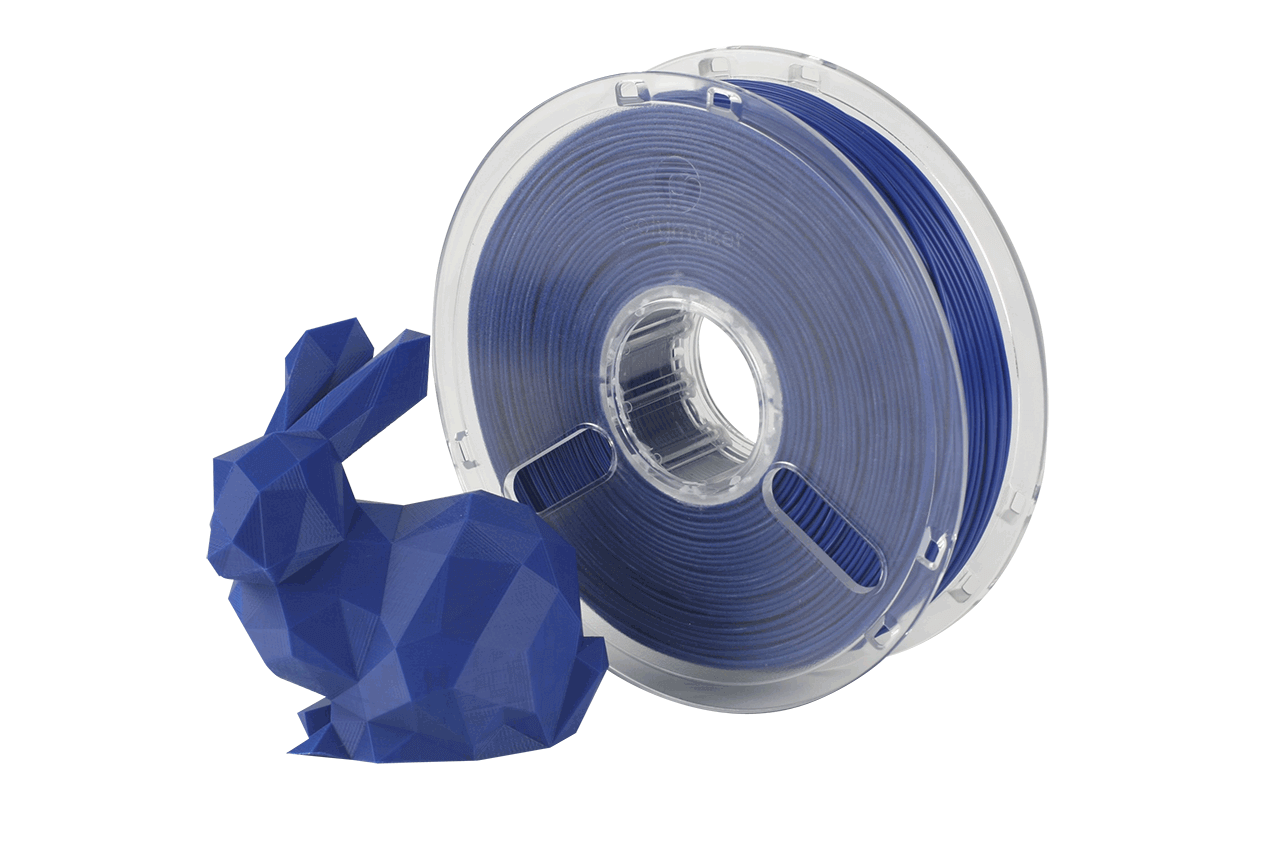
Практически все виды филамента для 3D печати – гигроскопичны. Это значит, что они способны набирать влагу из окружающего пространства. Конечно, каждый полимер по-разному впитывает влагу, некоторые пластики делают это активнее, некоторые меньше, однако любое количество влаги в материале может так или иначе повлиять на результат печати. Чем больше катушка набрала влаги, тем хуже она будет печатать. Помимо этого, хранение материала без упаковки, гарантирует попадание в экструдер налипшей на него пыли, которая как правило не заметна глазу, тем не менее гарантированно ухудшает качество печати. Что же делать чтобы этого избежать?
В первую очередь – правильно храните материал. Мы рекомендуем несколько вариантов:
Так же, для стационарных 3D принтеров серии X, например PICASO 3D Designer XL / XL Pro, существуют специальные шкафы для хранения пластика. Они позволяют сократить количество налипающей пыли в случае, если катушка хранится без упаковки. Да, полностью избежать этого довольно сложно, но результат, как говориться, будет на лицо.
Подобные шкафы, или «тумбы», докупаются отдельно, для выбора доступны два варианта:
Для Designer XL и для Designer XL Pro
Модели Basic Black и Basic Graphite
Однако, данные шкафы, к сожалению, не решают проблему гигроскопичности, но что же делать, если Ваша катушка впитала влагу?
Для начала необходимо определить, стоит ли вообще делать что-либо? Так или иначе небольшое количество влаги будет присутствовать в материале при любых раскладах, однако некоторые признаки позволяют понять, повлияло ли ее количество на свойства материала или нет?
Если во время печати вы заметили один из следующих признаков:
Вам необходимо выполнить сушку материала. Для этого подойдет любой подходящий духовой шкаф с системой сухой конвекции, электрическая сушилка для овощей и фруктов, или специальные сушилки для филамента. Особенно нуждаются в сушке такие группы пластиков, как: полиамиды (PA), поликарбонаты (PC), PVA.
В случае профилактики сушить катушки можно прямо в самих принтерах Серии Х, для этого необходимо запустить специальный режим «Сушка пластика» (в меню принтера «Сервис> Сушка пластика») При этом устройство самостоятельно включит и отключит нагрев по истечении таймера.
Необходимо учитывать, что температура сушки для каждого филамента индивидуальна. Например, для PLA она составляет примерно 50 °C, для ABS - 60–90 °C, а для PETG около 55–90 °C.
Длительность сушки сильно зависит от влажности материала, температуры воздуха и силы обдува. В среднем пластики требуется просушивать в течение 4–6 часов, но не менее 2 часов
В случае с печать углекомпозитными материалами на основе полиамидов, например UltraX, АБС пластика FormaX, или других комбинациях, сушить катушку перед печатью строго необходимо. Т. К. за счет пористости структуры, такие материала активнее впитывают влагу.
Компания PICASO 3D, предлагает на выбор несколько разных вариантов исполнения термоблоков и сопел для печатающих блоков. Часто у покупателей возникает вопрос – как правильно подобрать термоблок и сопло под мои задачи? В этом пункте, мы постараемся ответить на этот вопрос.
На 3D принтеры Серии Х могут устанавливаться термоблоки на 250 и 400 °C. По умолчанию, на большинстве моделей кроме Designer Classic, устанавливают блоки на 400 °C, что позволяет им печатать более высокотемпературными материалами, однако, для чего нужны версии на 250 °C и чем они отличаются от высокотемпературных блоков?
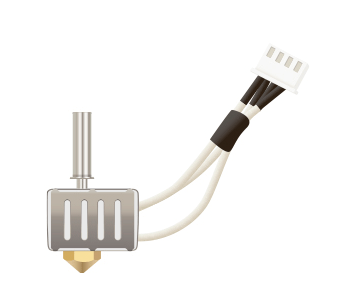
Высокотемпературный блок (400 °C.), внутри состоит из цельнометаллической трубки термобарьера, что позволяет ему работать при температурах вплоть до 410 градуов и печатать самыми прочными материалами – различными типами композитных пластиков, полиамидами, ABS и композитами на его основе. Однако при печати низкотемпературными материалами, такими как WAX, PLA, PVA, во время печати могут возникать затруднения, из-за особенностей обработки цельнометаллических трубок термобарьеров.
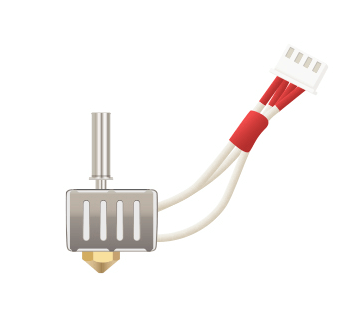
Низкотемпературный блок (250°C), внутри термобарьера содержит фторопластовую вставку, обеспечивающую более гладкое прохождение материала и снижающую фрикционность материала, наряду с дополнительной термоизоляцией. Такой блок позволяет печатать низкотемпературными материалами типо PLA и WAX, однако со временем разрушается при длительной печати на высоких температурах (выше 210–215 °C), поэтому менее подходит для работы с ABS, SBS и темболее другими высокотемпературными пластиками.
Поэтому если вы печатаете низкотемпературными, или гибкими материалами - FLEX, RUBBER, PETG, лучше использовать низкотемпературный блок. Если же, Вы планируете использовать высокотемпературные пластики, и ставить на длительную печать ABS, ваш выбор – высокотемпературный блок.
Лучше всего иметь в запасе оба варианта, т. к. это делает Вас более гибким в плане выбора задач.
Кстати, в момент установки, любой 3D принтер Серии Х самостоятельно распознает тот или иной тип нагревательного блока и в соответствии с этим подстраивает характеристики.

После того, как мы определились с нагревательным блоком, давайте определимся с подбором сопла. На удивление, мы будем следовать примерно той же логике.
Выбор диаметра сопла, зависит от ожидаемой производительности и параметров изделия, которое вы планируете печатать. Компания PICASO 3D предлагает на сегодня 3 типоразмера сопел: 0.3, 0.5 и 0.8 мм.
Если Вы печатаете тонкостенные фигурные изделия, которым требуется максимальная гладкость внешней поверхности и минимальная слоистость, лучше всего использовать сопло диаметром 0.3 мм. Если качеством печати можно немного пренебречь, но необходимо увеличить удельную производительность и сократить время печати, можно присмотреться к соплу 0.5 мм. Практика показывает, что этот типоразмер самый ходовой в повседневной печати, а сопло 0.3 использовать на стационарных принтерах XL и XL Pro само по себе довольно трудоемко. Типоразмер 0.8, подойдет для масштабных и длительных заданий, как правило его используют только для больших принтеров XL и XL Pro.
Выбор материала сопла, зависит от того, какими филаментами вы планируете печатать и предлагает два варианта исполнения:
Опять же, для большей гибкости при выборе задач, лучше всего иметь несколько вариантов сопел под рукой, а еще лучше держать постоянный запас в 2–3 дополнительных сопла, так как они являются по сути расходным комплектующим и требуют регулярной замены.
Кстати, лучше всего себя показывают комбинации латунного сопла и низкотемпературного блока, и стального сопла с высокотемпературным блоком. Немаловажным будет упомянуть, что по умолчанию латунные сопла установлены на Designer X, Designer X PRO и Designer Classic. Стальные сопла устанавливаются «в базе» на Designer XL и Designer XL PRO.
Расходники для Вашего PICASO3D можно приобрести у нас в интернет-магазине, в разделе расходных материалов и комплектующих.
3D принтеры PICASO3D за годы присутствия на рынке, показали себя как предсказуемые, надежные, рентабельные и ремонтопригодные средства производства. Они отлично подходят как новичкам 3D печати, так и для гуру этой отрасли. Успешный опыт внедрения полу автоматизированных ферм 3D принтеров, состоящих целиком из устройств PICASO3D, говорит об отличной стрессоустойчивости этих принтеров, эргономичности и удобстве управления, а также заботе производителя о своих покупателях касательно предоставления своевременной и квалифицированной технической поддержки и постпродажного сервиса.

Устройства Серии Х, позволяют быстро и качественно решать любые задачи прототипирования конструкторских отделов НИИ, оптимизации расходов на производство сопутствующих инструментов и запчастей на крупных производствах, гибкого выполнения заказов в студиях и центрах 3D печати, наряду с удобным и приятным использованием в образовательных учреждениях и дома.
При этом линейка данных устройств позволяет подобрать решение практически для любого бюджета в среднем ценовом сегменте и использовать любые предложенные на рынке расходные материалы с гибким подходом к соотношению цена-качество. Обладая всеми описанными в этой статье функциями, 3D принтеры PICASO 3D Series X все оставляют пользователю выбор самостоятельной тонкой настройки как П.О., так и «железа», в отличии от именитых производителей как MakerBot, обеспечивая гораздо лучшее качество при меньшей цене.
Мы являемся пользователями и дистрибьютерами этой марки на протяжении уже долгих лет и уверенно рекомендуем ее нашим покупателям на основе полученного позитивного опыта.
Приобрести любую модель линейки PICASO 3D Series X, или другую ЧПУ или 3Д технику и расходные материалы, задать свой вопрос, или сделать предложение, вы можете, связавшись с нами:
Смотрите нас в Youtube , RuTube и в нашей группе VK: ВКонтакте
Так же мы выкладываем наши материалы в Telegram канале и на Zen Yandex.














Подпишитесь на последние обновления и узнавайте о новинках и специальных предложениях первыми
