- Обрабатываемый материал: пластики различных типов, акриловое стекло, композитные материалы, древесина, МДФ, ДСП, цветные металлы, искусственный камень (меламин), винил, листовая кожа;
- Площадь обработки: 1610 мм x 1610 мм;
- Рабочий стол: алюминиевые профили;
- Корпус станка: цельносварная стальная рама;
- Шпиндель: компании HSD (Италия);
- Мощность шпинделя: 5 л.с./3,8 кВт (опционально 10 л.с./ 7,5 кВт);
- Скорость вращения шпинделя: 24 000 об./мин.;
- Скорость перемещения: по осям X и Y 600 мм./сек. (36 м./мин.), по оси Z 100мм./сек.;
- Клиренс портала: по оси Z - 160 мм;
- Соединение: Ethernet, USB флэш-накопитель;
- Программное обеспечение: VOLTER CS (Control System);
- Поддерживаемый формат файлов: *.nc. (создаются при помощи программы: ArtCam, EnRoute, TYPE3, PowerMill и другие.).
В базовую конфигурацию станка входит:
- сервоприводы по всем осям;
- косозубые рейки по осям X и Y;
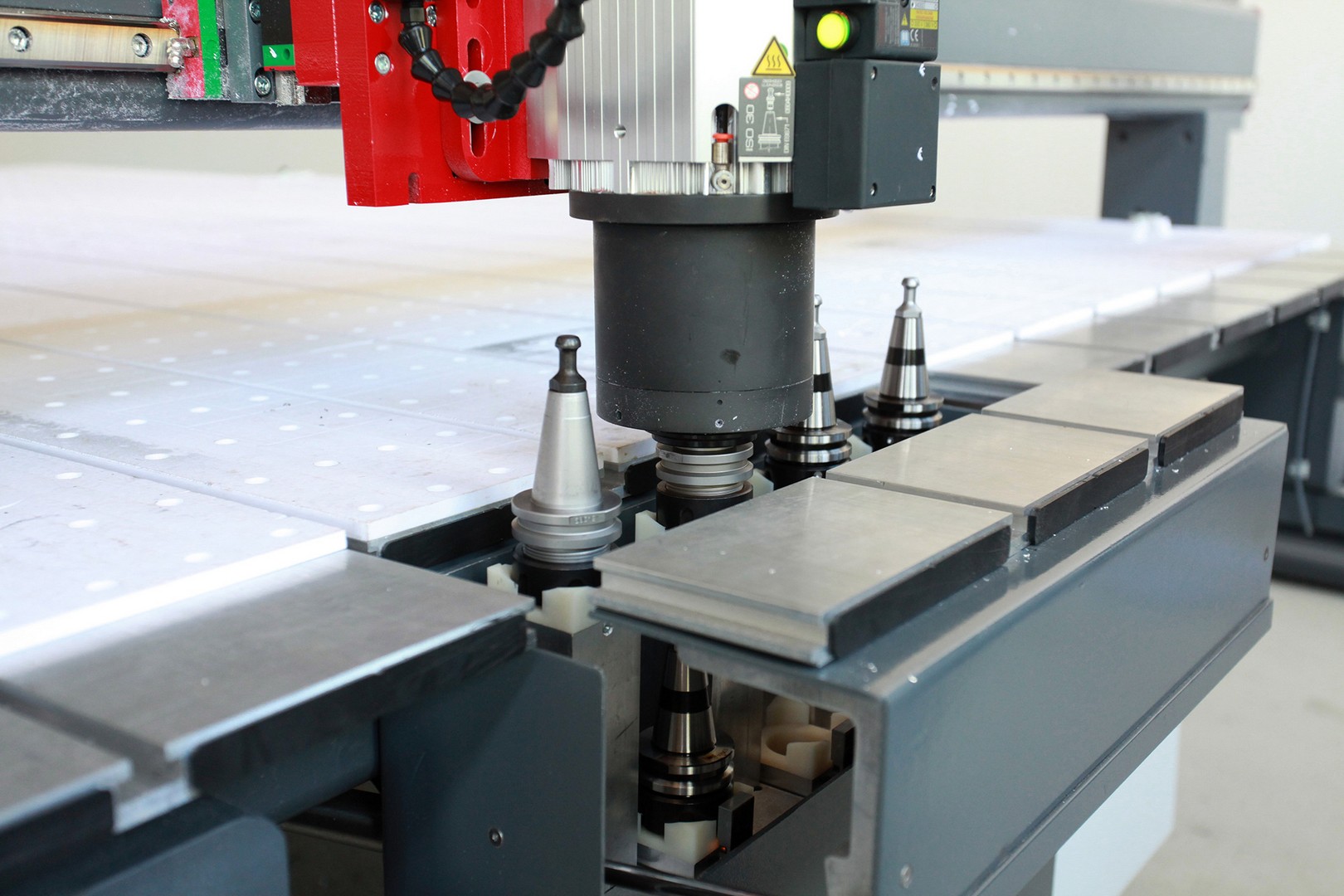
- датчик длины инструмента;
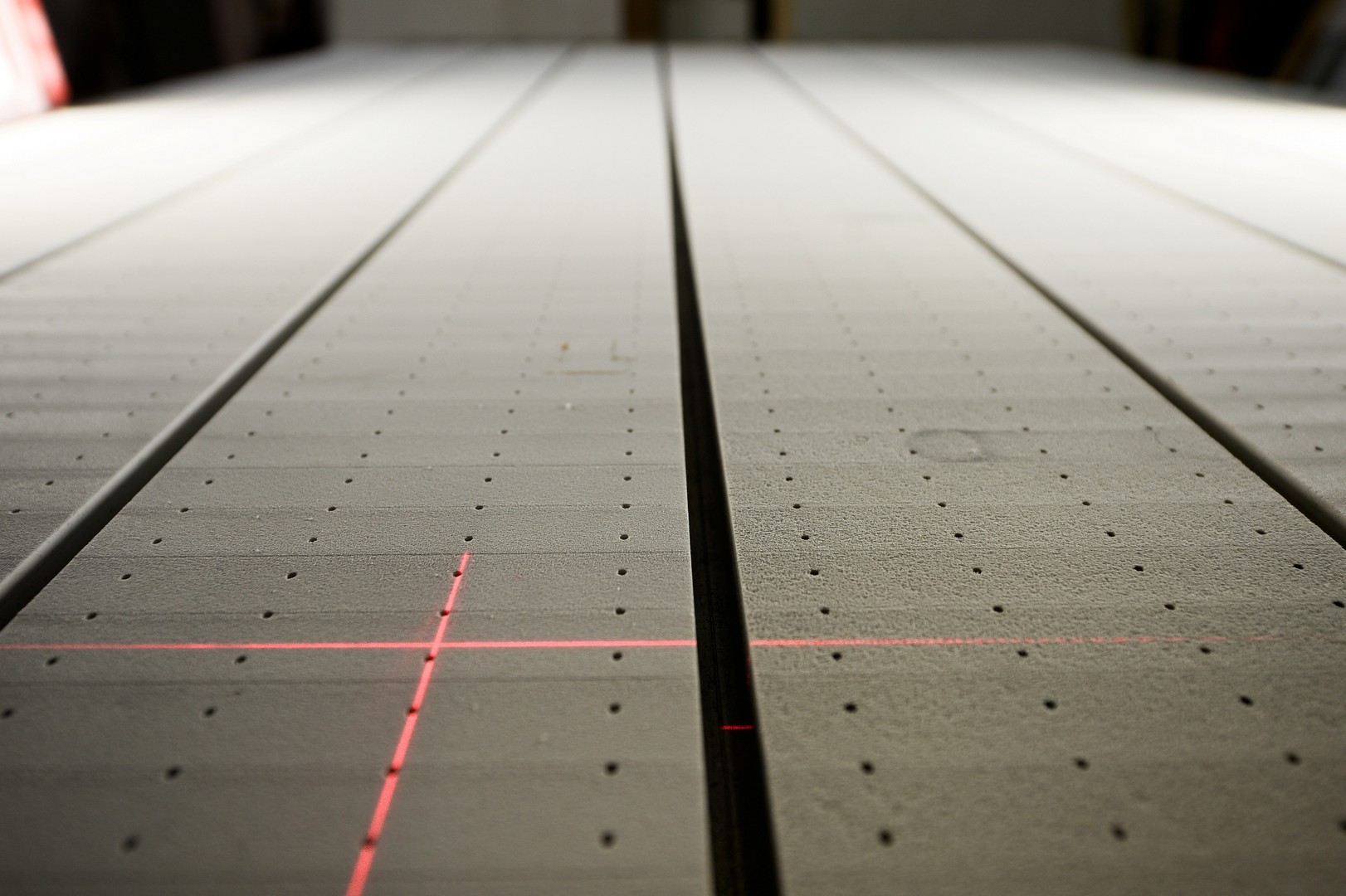
- лазерный указатель нулевой точки;
- вакуумный стол с Т-слотами для механического крепления материала;
- монитор 15" с тачскрином;
- функция автовыравнивания балки;
- 2 цанги и 2 фрезы.
Преимущества ЧПУ станков VOLTER:
Силовым каркасом и базой станка является рама. В производстве фрезерно-гравировальных станков VOLTER применено самое прогрессивное решение — цельносварные стальные рамы. Их отличает высокая прочность и стабильность геометрических размеров.Благодаря данной конструкции рамы, станки VOLTER не нуждаются в особой площадке для установки. Каждая рама термически отпускается (производится термоотжиг) в специальной печи. Далее рама обрабатывается на высокоточных обрабатывающих центрах, где производится выравнивание поверхности рабочей зоны, фрезеруются места для установки зубчатых реек и линейных направляющих.
На раме базируется так называемый «рабочий стол», т.е. поверхность, на которой размещается и крепится лист обрабатываемого материала.
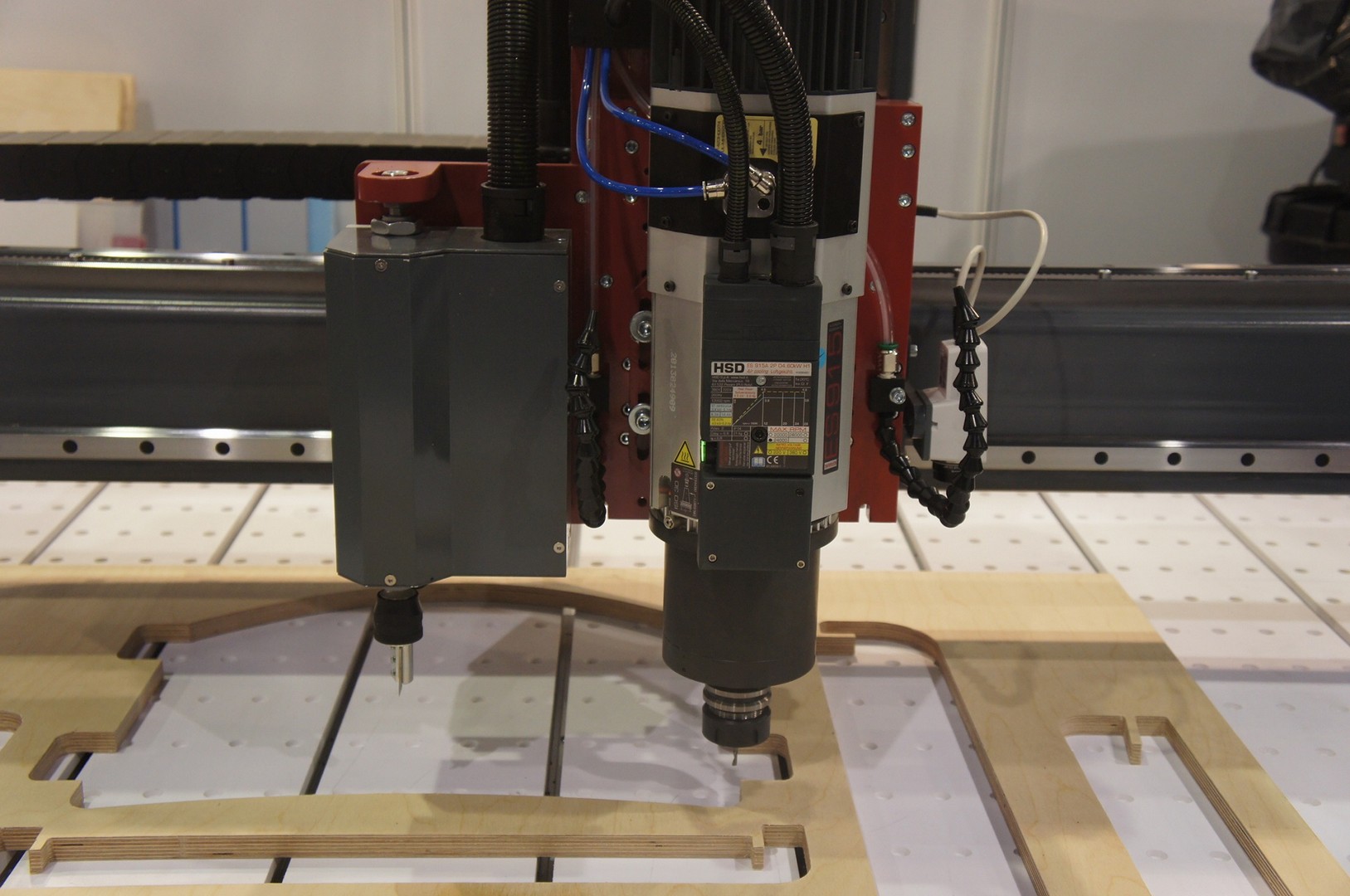
- Обрабатывающий инструмент и шпиндель
Фреза приводится во вращение шпинделем, установленным на портале, состоящем из суппорта и каретки. Суппорт имеет приводной механизм типа «шарико-винтовая пара» для перемещения шпинделя по оси Z. Сам суппорт перемещается вдоль каретки посредством привода типа «шестерня-рейка» (позиционирование по оси Y).
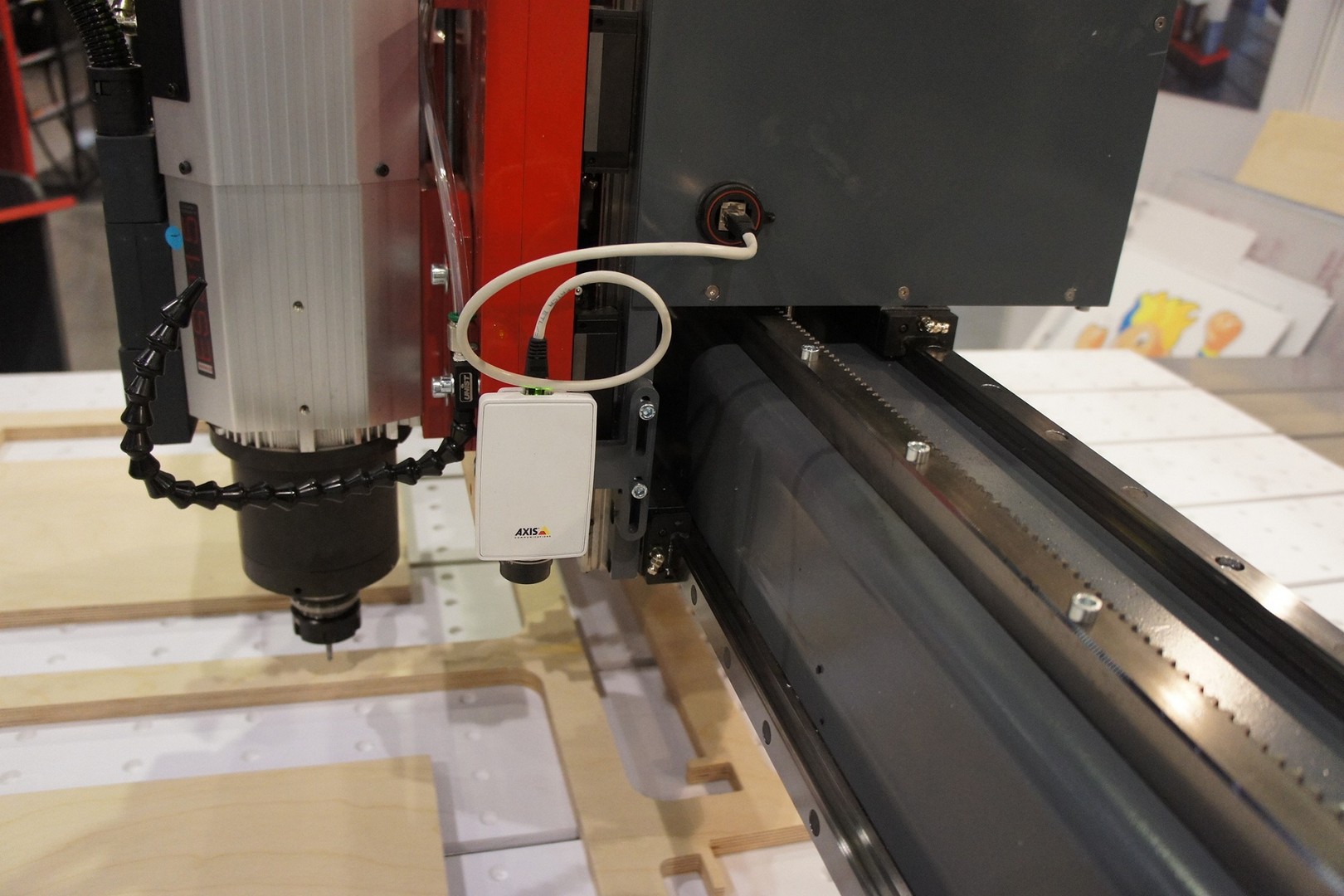
Портал перемещается вдоль рабочего поля станка по направляющим, приводимая в движение приводом типа «шестерня-рейка» (позиционирование по оси X).
Стандартный клиренс портала по оси Z составляет 160 мм.
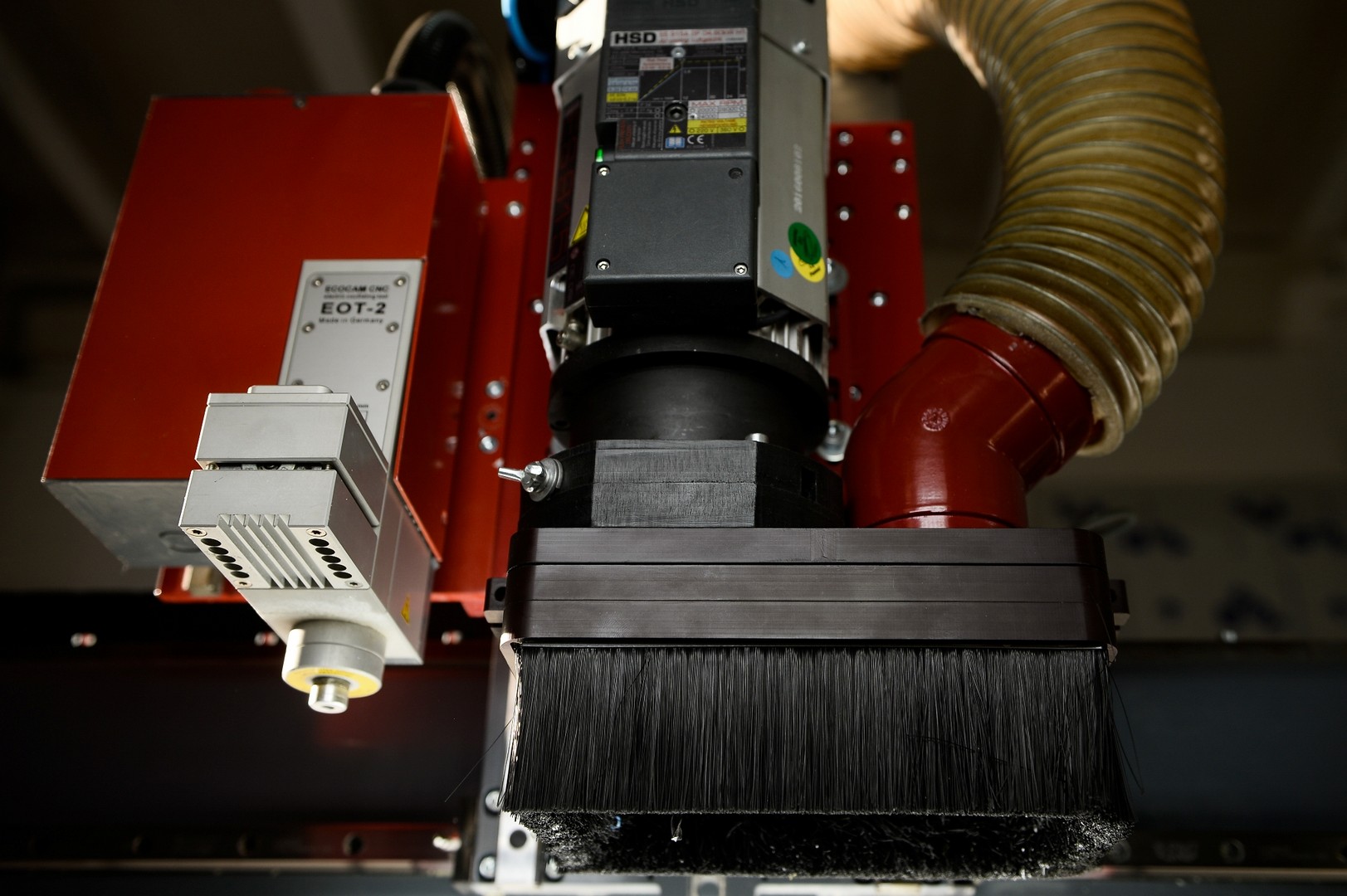
Мощность и тип шпинделя подбираются в зависимости от применения станка и вида обрабатываемых материалов. На одной каретке может быть установлено два шпинделя.
В станках VOLTER применяются шпиндели компании HSD (Италия) с воздушным охлаждением стандартной мощности 5 л.с, либо повышенной мощности 10 л.с.
Управление станком осуществляется с тач-скрин монитора. Простая и эффективная система управления VOLTER CS (Control System) позволяет добиться максимальной эффективности при использовании станка. Интуитивно понятный интерфейс и использование тач-скрин-монитора позволяют свести время освоения станка оператором к минимуму. Каждый станок VOLTER оснащен ручной консолью управления, расположенной на портале и позволяющей выполнять ручное позиционирование инструмента.
Передача файлов заданий на станок производится по локальной сети Ethernet, либо через USB флэш-накопитель.
Встроенное программное обеспечение контроллера VOLTER CS позволяет осуществлять следующие функции:
- поиск нулевых координат
- включение/выключение вакуумного насоса и стружскосборника
- 2 режима работы системы смазки-охлаждения инструмента: ручной и автоматический
- режим паузы и переход к любому сегменту выполняемой программы резки
- расчет времени выполнения задания при старте программы и вывод на экран времени, оставшегося до конца выполнения программы
- автоматическое выравнивание портала
- задание номера текущего инструмента
- калибровка длины инструмента
- работа с файлами (копирование, удаление) в памяти станка и на USB флеш-накопителе
Компания VOLTER постоянно работает над улучшением программного обеспечения.
Станки VOLTER работают с файлами управляющих программ ISO-стандартизированного G-кода, файлы сохраняются в формате *.nc. Для подготовки файлов могут использоваться различные программы: ArtCam, EnRoute, TYPE3, PowerMill и другие.
В станках VOLTER применяются современные сервоприводы для всех осей. Такое решение обеспечивает высокую точность и скорость выполнения заданий. По осям X (2 мотора) и Y (1 мотор) установлены приводы "шестерня-зубчатая рейка", приводимые сервомоторами через планетарные редукторы. По оси Z привод типа "шарико-винтовая пара (ШВП) приводится сервомотором через ременную передачу. Максимальная скорость перемещения по осям X и Y 600 мм./сек. (36 м./мин.), по оси Z 100мм./сек.